 Tesla’s crossover Model X sports utility vehicle – characterized by its unique “falcon-wing” doors – was hit with significant delivery delays due to severe component shortages and issues with direct suppliers’ capabilities and cooperation, compromising the company’s initial forecast and resulting in a temporary stock price drop.
Tesla’s crossover Model X sports utility vehicle – characterized by its unique “falcon-wing” doors – was hit with significant delivery delays due to severe component shortages and issues with direct suppliers’ capabilities and cooperation, compromising the company’s initial forecast and resulting in a temporary stock price drop.
Tesla only delivered 206 of its Model X orders in the fourth quarter of 2015 against a target of 3,100 and has since reported delivery of 2,400 in the first quarter of 2016. By late March 2016, Tesla stated Model X production reached 750 per week, though many of the vehicles were built too late to be delivered by the end of 2016’s first quarter.
Why the Delay?
According to the Tesla press release, “the delivery count was impacted by severe Model X supplier parts shortages in January and February that lasted much longer than initially expected.”
“The root causes of the parts shortages were: Tesla’s hubris in adding far too much new technology to the Model X in version 1, insufficient supplier capability validation, and Tesla not having broad enough internal capability to manufacture the parts in-house.”
According to Tesla, Hoerbiger Automotive Comfort Systems misrepresented its ability and capacity to fulfill the specified requirements for the door’s hydraulic actuation system, forcing Tesla to switch to electromechanical actuators from a new supplier in the spring of 2015. Tesla claims “it incurred millions of dollars in damages, including, but not limited to costs of re-tooling the entire vehicle to support a different engineering solution.”
Was it Designed for Resiliency?
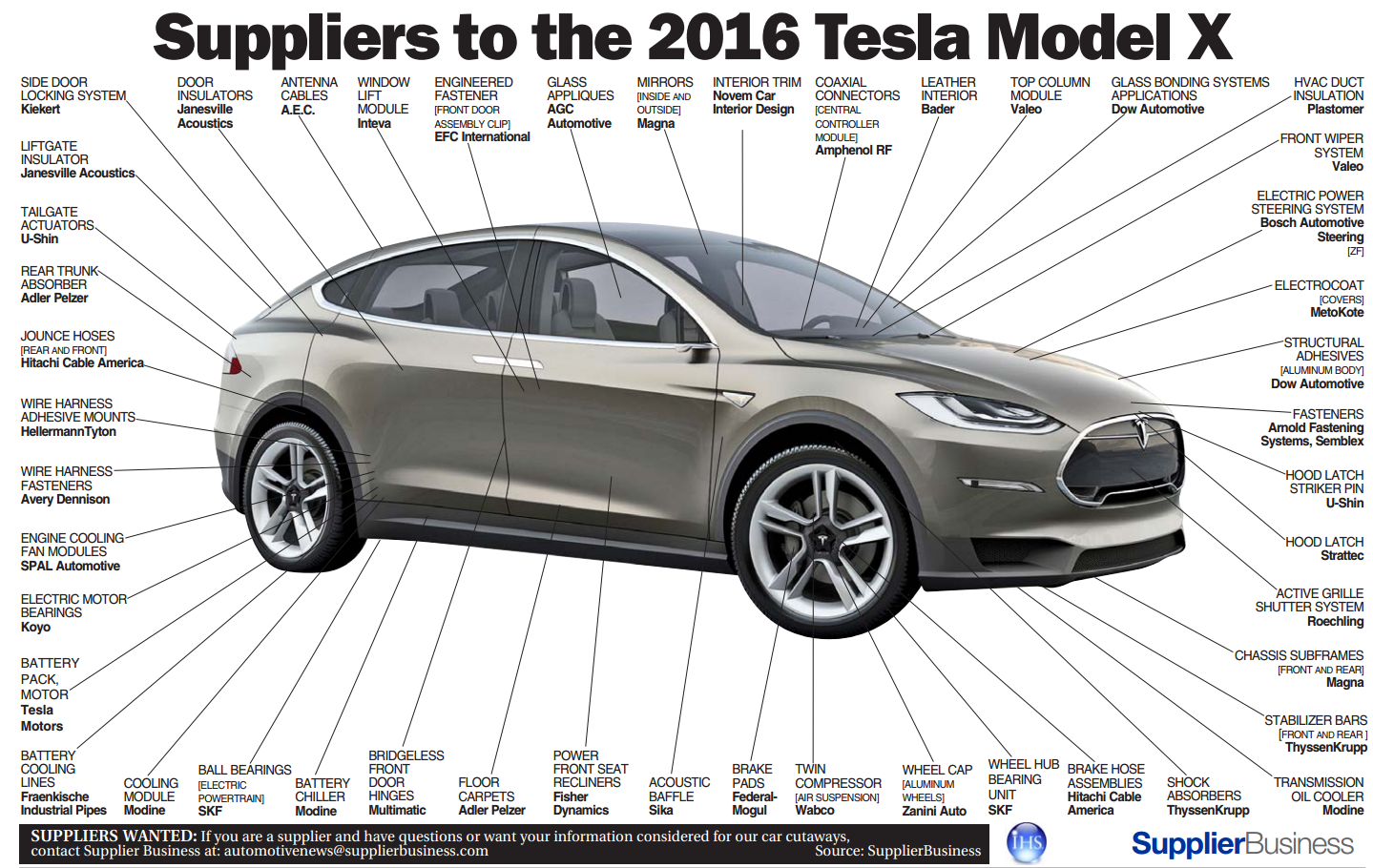
In preparation for high-volume growth, an apparent supply chain configuration risk facing Tesla is its dependence on single-source (potentially high-risk) suppliers, as seen with Hoerbiger. As per Tesla’s SEC filing, “Model S and Model X contain numerous purchased parts which we source globally from hundreds of direct suppliers, the majority of whom are currently single-source suppliers despite efforts to qualify and obtain components from multiple sources whenever possible. Furthermore, we do not maintain long-term agreements with a number of suppliers.” But as their press release points out, “missing even one part means a car cannot be delivered.” Keyword: Single Point of Failure.
How Can Design for Resiliency Help?
Resilient enterprises recognize the need to Design for Resiliency in both product design and supply chain network — it creates opportunities in the design and development phase of a product to identify known or potential supply chain risks to product plans such as dependence on a high-risk component or supplier.
Companies can control certain risk factors that eventually affect the consumer: who they buy from, how many sources, multi-sourcing vs. single-sourcing, how much inventory, supplier relationships/collaboration, etc. However, a lack of supply chain visibility and supplier intelligence inadvertently pigeonholes companies into risk traps, preventing them from making informed supply chain and procurement decisions. As for Tesla, their “insufficient supplier capacity validation” capabilities suggest insufficient supplier intelligence at the company, site, product, part, and process level.
To avoid future obstacles, the question Tesla (and others) need to ask is, “How can we provide these cutting-edge technologies while increasing supply chain visibility and minimizing the supplier-based risks that fundamentally threaten production and delivery?” The answer is information.
Leaders Manage Their Supply Chain with Information Rather Than Inventory
While Tesla’s recent component kerfuffle may come as a surprise, such dilemmas are not unusual in the automotive industry. That’s why auto industry leaders like GM rely on best-in-class cloud-based supply chain risk management technologies to proactively mitigate and respond to the ongoing, diverse risks latent throughout the end-to-end supply chain.
Cloud capabilities have enabled the development of the world’s largest supplier network database with intelligence at the site, product, and part level, all customized to the user’s unique supply chain. In real-time, companies determine which part and product could be affected by disruption at a specific sub-tier supplier site faster than traditional means. Moreover, a centralized supplier network repository gives companies a way to gain visibility to supplier capacity planning and management processes and constraints, analyze and proactively mitigate capacity risks, prepare for inevitable disruptions, and integrate initiative data to develop more complete supplier and part-level risk assessments.
- Field, Kyle. “Multiple Causes Linked To Tesla Model X Delays.” CleanTechnica. CleanTechnica, 21 Jan. 2016. Web. 06 June 2016.
- Hays, Kali. “Tesla Can’t Claim Negligence In Contract Suit, Supplier Says – Law360.” Tesla Can’t Claim Negligence In Contract Suit, Supplier Says – Law360. Law 360, 17 Mar. 2016. Web. 06 June 2016.
- Newcomb, Alyssa. “Tesla Explains Model X Production Delays as It Looks Ahead to Meeting Model 3 Demand.” ABC News. ABC News Network, 5 Apr. 2016. Web. 06 June 2016.
- Ramsey, Mike. “Tesla Sues German Auto Parts Maker Over Model X Door Delays.” WSJ. N.p., 19 Jan. 2016. Web. 06 June 2016.
- Rogowsky, Mark. “Tesla’s Model X: Promises Kept and Broken.” Forbes. Forbes Magazine, 24 Nov. 2016. Web. 06 June 2016.
- IMG: “Suppliers to the 2016 Model X.” Suppliers to the 2016 Tesla Model X (n.d.): n. pag. Web. Supplier Business.
- “Tesla Delivers 14,820 Vehicles in Q1 2016; On Track for Full-Year Delivery Guidance.” (NASDAQ:TSLA). Acquire Media, 04 Apr. 2016. Web. 06 June 2016.
- Woodyard, Chris. “Tesla Shares Climb despite ‘hubris,’ Production Delays.” USA Today. USA Today, 5 Apr. 2016. Web.
- DeBord, Matthew. “Morgan Stanley Analyst Calls Tesla’s First-quarter Cash Burn ‘eye Watering'” Business Insider. Business Insider, Inc, 07 May 2015. Web. 06 June 2016.



